PPS管件生產(chǎn)廠家歡迎您的訪問(wèn)
PPS管件生產(chǎn)廠家歡迎您的訪問(wèn)

本藍(lán)環(huán)保銷售經(jīng)理

阻燃管安裝施工:細(xì)節(jié)決定安全與2025-06-24
阻燃管是如何進(jìn)行焊接的2025-06-24
2016-2025年阻燃管行業(yè)發(fā)展行情簡(jiǎn)析2025-06-24
pps阻燃風(fēng)管老化的幾個(gè)要素2025-06-07
PPS阻燃風(fēng)管:高頻絕緣性與環(huán)境影2025-06-07
阻燃管生產(chǎn)管控要求:確保品質(zhì)與2025-05-28
阻燃管安裝要點(diǎn)全解析2025-06-24
阻燃管焊接方法與特點(diǎn)全解析2025-06-24
PP阻燃方管聯(lián)接后表層氧化問(wèn)題剖2025-06-17
pp阻燃方管用于建筑安裝時(shí)的注意2025-06-17
PP阻燃方管鋪設(shè):便捷高效的施工2025-06-17
pp阻燃方管原材料的重量2025-06-17
PRODUCT CENTER
NEWS
CONTACT US
手 機(jī): 13034552599
電 話:0530-8508508
傳 真:0530-8587555
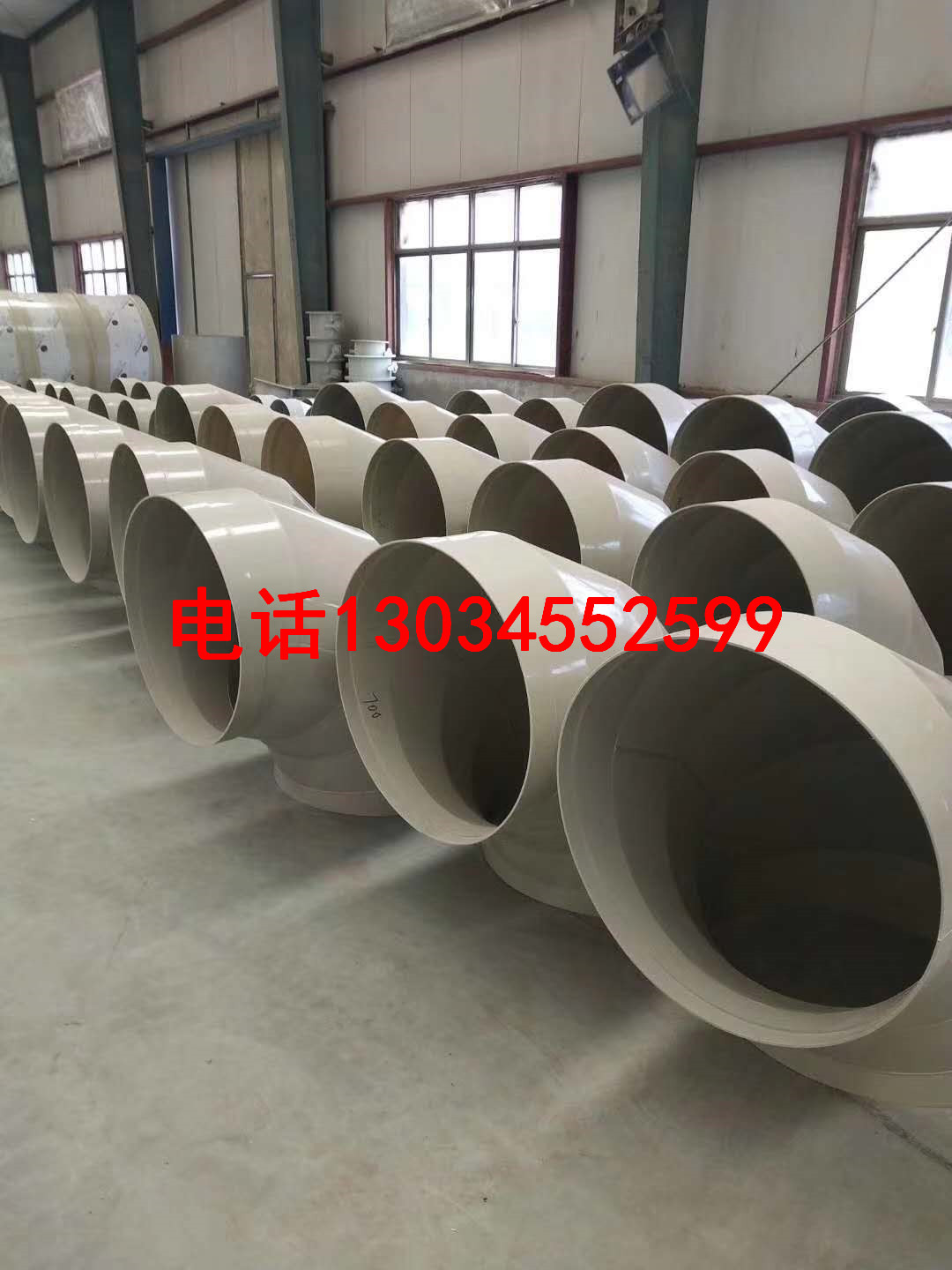
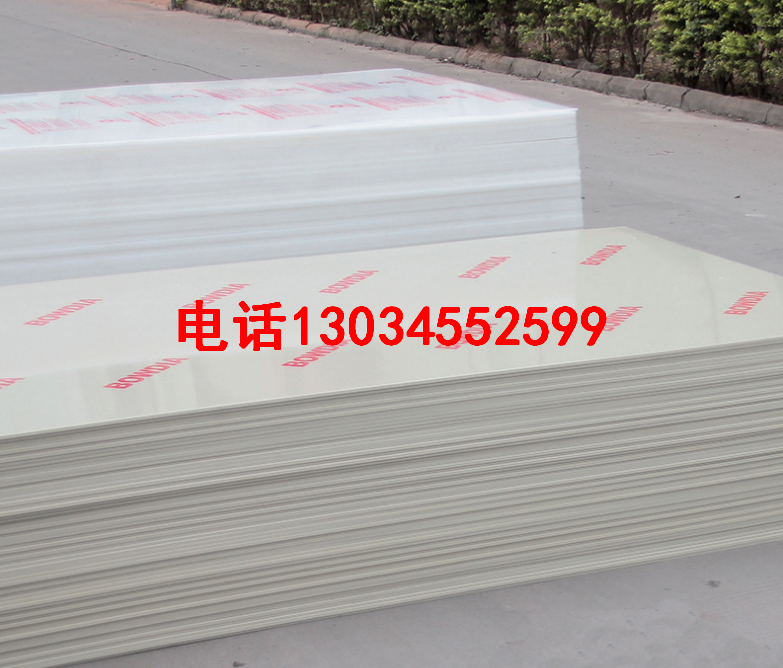
主 營(yíng):PP管,PPS板材,PP管件
地 址:山東省巨野縣中小企業(yè)孵化園




 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部