PPS管件生產(chǎn)廠家歡迎您的訪(fǎng)問(wèn)
PPS管件生產(chǎn)廠家歡迎您的訪(fǎng)問(wèn)

本藍(lán)環(huán)保銷(xiāo)售經(jīng)理

阻燃管解讀:通風(fēng)軟管市場(chǎng)價(jià)格分2024-12-24
PPS阻燃風(fēng)管制作工藝的精細(xì)之道2024-12-12
pps阻燃風(fēng)管的連接重要性與注意事2024-12-12
PPS阻燃風(fēng)管在礦井中的價(jià)值實(shí)現(xiàn)2024-12-12
阻燃管常用正確鑒別方法2024-12-06
PP阻燃方管液體流動(dòng)引起的噪聲2024-11-25
阻燃管的四種分類(lèi)方法2024-12-24
阻燃管使用材料和特性詳解2024-12-24
分析對(duì)阻燃管的尺寸有要求嗎2024-12-24
為您解答阻燃管的方向伸縮節(jié)2024-12-24
保護(hù)PP阻燃方管免受陽(yáng)光直射的重2024-12-18
pp阻燃方管:多領(lǐng)域不可或缺的守2024-12-18
PRODUCT CENTER
NEWS
PRODUCTS
CONTACT US
手 機(jī): 13034552599
電 話(huà):0530-8508508
傳 真:0530-8587555
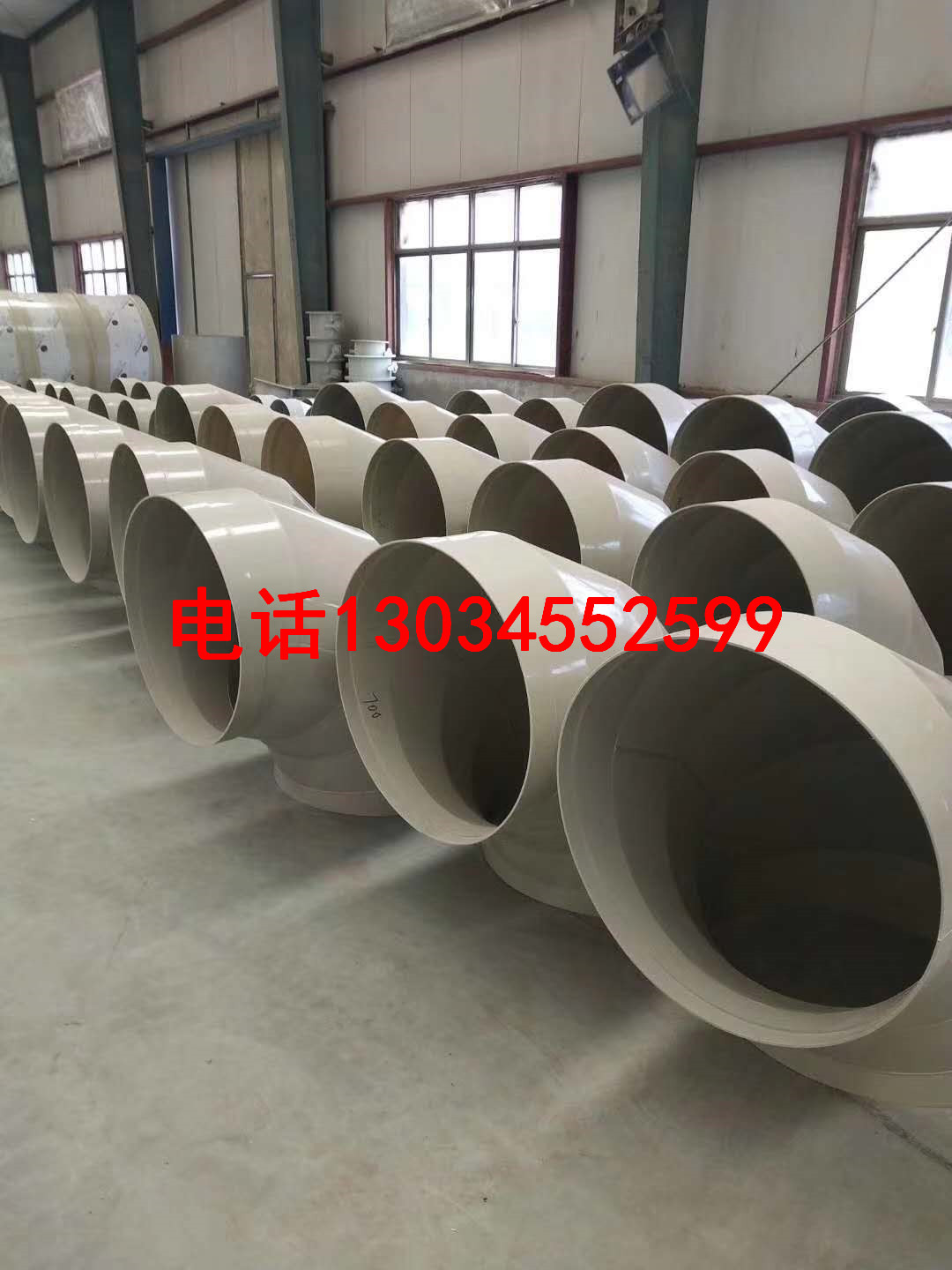
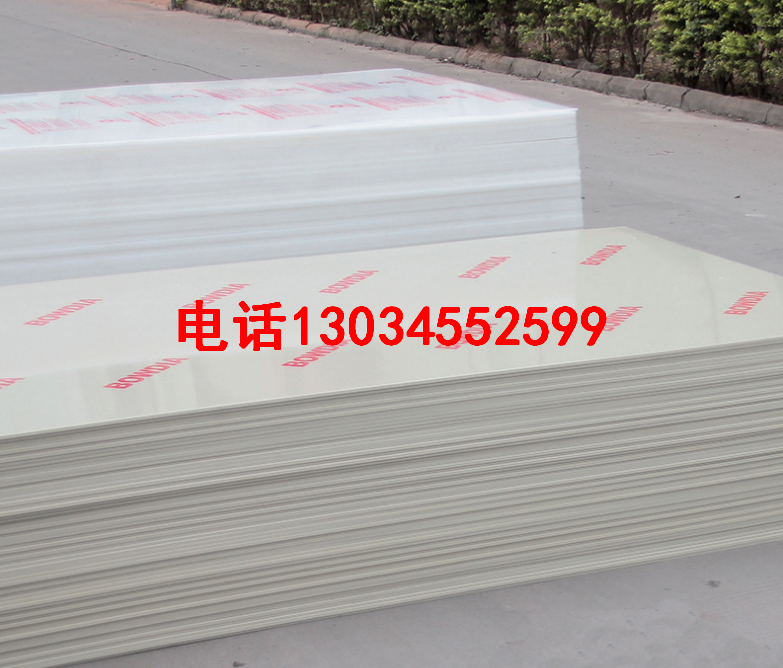
主 營(yíng):PP管,PPS板材,PP管件
地 址:山東省巨野縣中小企業(yè)孵化園




 聯(lián)系廠家
聯(lián)系廠家 銷(xiāo)售熱線(xiàn)
銷(xiāo)售熱線(xiàn) 返回頂部
返回頂部